


想要更直观地了解弯管O型弯管适用范围广产品吗??产品视频,带你走进产品世界
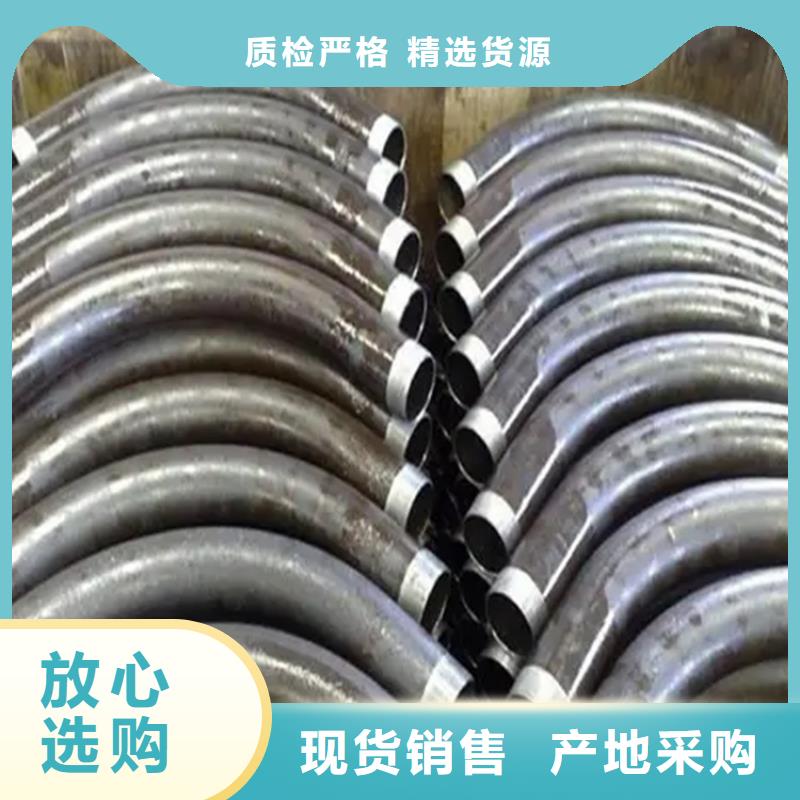
以下是:弯管O型弯管适用范围广的图文介绍

弯管在加工的过程中经常会采用其压弯使其弯管进行弯曲的方法,在进行制作的过程中所采用的设备大多数都是为通用的机械压力机以及液压机,有时候也会有效的采用其专用的折弯压力机。 弯管在加工的过程中通常情况下会使用其卷板机,设备采用其三辊卷板机按三点决定一圆的道理,有效的对板坯进行其连续的弯曲,这样三辊其卷板机在使用的过程中会具有两个传动辊和一个压下辊。 弯管在制作是可以有效的调节其压下辊的上下位置这样就可以在一定程度上有效的改变它和传动辊之间的相对距离,今年弯管社会库存呈迅速上升态势,这样对于其弯管的加工市场会形成比较大的压力。 弯管在进行拉弯的过程中,其板材会有效额置于传动轴以及压下辊之间,在运行时其传动辊的正反方向是交换转动的,这样就会使得板材往复运动,调节其压下辊使之逐步压下。 这样就可以将板材弯曲成所需要曲率的圆柱面、曲率较小的双曲面以及圆锥面,弯管的压下辊一端可直接升起,这样便于卸出工件,产品的另外还会有四辊以及多辊卷板机。 弯管在进行加工的过程中会对其精度的要求是比较高的,产品的长度以及曲率半径要求比较大横向尺寸要求较小的弯曲件,可在专用的拉弯机上进行拉弯。弯管加工时,板材全部厚度上都受拉应力的作用。


根据弯管的制造方法,弯管可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管可分为冷煨弯管和热煨弯管,弯管是改变管道方向的管件,弯管可在管道和横梁的入口处使用。 煨制弯头具有良好的膨胀性、高耐压性和低阻力的优点,因此,它常应用于建筑中。弯头的主要形式有:U形弯头、弯头、前后弯曲和弧形弯头等,前弯和后弯是一种带有两个角的装置,弯曲实验前后的中心线位置之间的距离,称为弯曲实验前后的高度,用h表示。当加热室垂直于由主管和分支管连接的散热器时,它不与同一连接器上的表面接触。U形管是一种正半圆形状的管件,圆管两端中心线之间的距离d是弯曲半径的两倍。U形管可以代替两个90°弯曲,大致是圆形机翼,连接两个垂直布置的散热器。弧形弯管是一种具有以下不同弯曲角度的管件,中角为90°,侧角为135°,弧形弯管是用来绕过其他一些系统的管道,这些管道通常用于管道材料提供热水和冷水时。弯管的大小取决于弯管的直径、弯曲角和弯曲半径,根据实际施工现场和施工图确定弯角,然后使用模板,根据模板的检弯角度确定管的弯曲角,以满足要求。 异形弯管的加工工艺不同于厚壁弯管,由于中国市场发展需求的不同,管道和其他产品的设计也是多样化的。如果一个产品不能满足市场需求,就会出现异形的弯曲,根据所设计的异形弯管直径,将异形弯管分为一次冲压成形和多次冲压成形,异形弯管缩孔成形工艺是将等于不同直径管材直径的毛坯放入成形模中,通过沿毛坯轴向目标挤压,沿模腔形成和缩短金属。 扩径过程主要针对不同直径的直径偏差,不易收缩,有时根据材料和产品成型的需要,将膨胀和收缩结合起来操作,然而,如果没有冲压工艺,材料消耗较少,而且没有其他加热设备正在形成厚的弯曲切屑。因此,厚壁弯管冲压是一种节材节能的加工技术,另外,冲压件的成本相对较低,使用这种方法的人也较多,在厚壁弯曲管的冲压成形中,一般不会影响冲压件的表面质量。模具保证了冲压件的尺寸和形状精度,该模具寿命长,冲压质量稳定,互换性好,易于机械化和自动化。



弯管加工如何实现无或分布均匀。直径八毫米的管用手动弯管机弯90度,弯曲半径r30,因为管太薄,一次弯出来很多很明显,就算是先弯成大半径再做成r30也不行,请教你弯管的方法该怎么样才好按照材料的物理特性,你所说的弯曲半径为:R30mm;管径为:8mm;弯出来的管子应该会很圆的,至少不应该有起皱,只有两个可能会出现逆所说的情况。 1、模具没有做好!或者磨损了。 2、弯管方式不对,可以的话,选用旋转拉弯式的。 有种老办法就是灌沙,先把管子一头堵上,然后灌进沙子充实,再堵上另一头,一定要堵紧喽!然后再用你的弯管器弯管子,效果会好很多。 公司拥有拉弯机设计制造的导师,能按照客户的要求,为客户提供个性化产品方案。公司设计制造的弯管设备,质量精良、结构合理,效率高、操作简易、经久耐用。公司已经承接了各地多个大型场馆工程项目的弯管加工,屡次得到了多家大客户的好评。努力满足客户的需要, 不断提高自身水平是公司追求的目标。 欢迎各界朋友莅临我公司大盛弯管有限公司参观、指导和业务洽谈。 我有限公司专业从事方管弯圆加工,圆管弯圆加工,h型钢拉弯加工,弯管加工.我公司弯管加工经验丰富,行业领先的圆管弯圆加工,h型钢拉弯加工服务,各种规格的拉弯加工深受用户欢迎!



经过年的稳健经营与拓展,现已成为集 淄博沂源中频弯管设 计、开发、制造与销售为一体的实业型企业。 航萧管件有限公司主要经营 淄博沂源中频弯管,以好的质量,齐全的 淄博沂源中频弯管产品,的服务,合理的价格,诚挚的信誉,竭诚为广大客户提供的服务,愿与每位客户携手共进,共创美好未来!


弯管在传统生产工艺中为了得到更好的质量,在使用过程中会采用一些方法来提高产品质量,弯曲过程中可以直接使用高强度模具。目前弯管的使用在不断扩大,产品在使用过程中会直接产生其良好的性能运行,如果使用该产品,应该用酸洗液清洗,因为酸洗液具有腐蚀性,如果不慎接触皮肤,需要立即用流动清水清洗。 弯管加工过程中多余的废液需要立即处理,然后妥善排放。酸洗液在储存过程中需要放置在阴凉通风的地方,整个产品只适合工业使用,产品用毛笔和布蘸上酸洗液,然后试擦于需要处理的表面。 弯管仅适用于使用过程中的工业用途,用刷子取出酸洗液,擦拭焊缝和待处理表面,试擦20分钟后再刷,产品中的氧化皮和较低的空气温度可以适当延长其处理时间,不锈钢弯管在使用过程中,斑点或横向开裂现象主要是由材料基体中的夹杂物引起的。因此在生产过程中可以有效提高其材料的纯度,如果弯管存放时间较长,必须定期保存和检查,使用时应保持清洁,并及时污渍,存放地点应通风,不得堆放或放置在室外,弯管应始终保持其干燥和通风。使用时要按照其准确的储存方法储存并需要保持清洁以及整洁,安装时可以根据其连接方式直接安装在管道上。 弯管安装时应位于正确的位置,但一般情况下,可以随意安装在管道的位置,但在操作过程中,应方便简单,弯管的弯头应水平安装,并注意其密封性能,不得泄漏,如果有泄漏,会影响管道的运行,另外,弯截止阀、闸阀、球阀不是全关就是全开,不允许调节流量,会影响管道的密封性,加速磨损。

